When rubber-lined equipment is specified for an application, it is typically driven by performance requirements such as chemical resistance, durability, and long-term protection of critical assets. Rubber linings are widely used in storage tanks and industrial vessels applications where high performance under specific service conditions is required. While these materials are engineered for demanding environments, their integrity and service life are strongly influenced by how the equipment is stored when it is not in operation, particularly when exposed to cold ambient temperatures.
Material behavior at low temperatures
Cold temperatures reduce molecular mobility in all elastomers, including cured natural rubber and other rubber lining materials. As temperatures decrease, rubber linings exhibit increased stiffness, higher apparent hardness, reduced flexibility, and lower impact resistance. These effects are temporary in nature but can become problematic when combined with mechanical stress, handling, or rapid temperature changes.
Cured rubber also exhibits a higher coefficient of thermal contraction than steel or other common substrates. During cold exposure, this differential shrinkage can introduce tensile stresses within the lining and at the bond interface. In hard and semi-hard linings, which are less tolerant of strain, these stresses may increase the risk of cracking, adhesion loss, edge lifting, or localized debonding, particularly under vibration or impact.
Many hard and semi-hard rubber compounds are not recommended for exposure below freezing temperatures. Some formulations may require controlled shipping, storage, or handling below approximately 32°F, with additional precautions below 20°F. Manufacturer specific compound limitations should always be reviewed when establishing storage protocols.
Storage location versus temperature exposure
Cold-weather considerations apply wherever rubber-lined equipment is exposed to low or fluctuating temperatures. Equipment stored outdoors, in unheated warehouses, or in buildings without climate control may experience similar thermal conditions. From a technical standpoint, the response of the rubber lining is governed by temperature and thermal cycling rather than physical location.
When a rubber-lined tank that has been stored at low temperature is returned to service, introducing warm or hot process media can subject the lining to thermal shock. Rapid temperature changes may intensify stress within the lining system, particularly in areas of geometric complexity or minor surface irregularities. Features that are benign under stable ambient conditions may become stress concentrators during rapid heating.
To mitigate these risks, manufacturers consistently recommend minimizing sudden temperature changes and allowing equipment to equilibrate gradually before handling or placing it back into service.
Recommended storage and protective measures
Manufacturers of rubber linings generally provide similar guidance for cold-weather and long-term storage:
- Store rubber-lined vessels away from direct sunlight, ozone-generating equipment, and environments subject to rapid temperature fluctuations.
- Protect outdoor-stored tanks with suitable poly covers or tarpaulins to reduce exposure to wind, precipitation, and rapid cooling.
- Hard and semi-hard rubber-lined equipment should be stored indoors whenever feasible and protected from cold climatic conditions.
- Idle or standby rubber-lined tanks may benefit from protective measures such as a nitrogen purge or partial filling with a non-freezing solution, provided the liquid is not allowed to freeze.
- In certain cases, surface protection using a silicone emulsion may be recommended to reduce environmental degradation during extended storage periods.
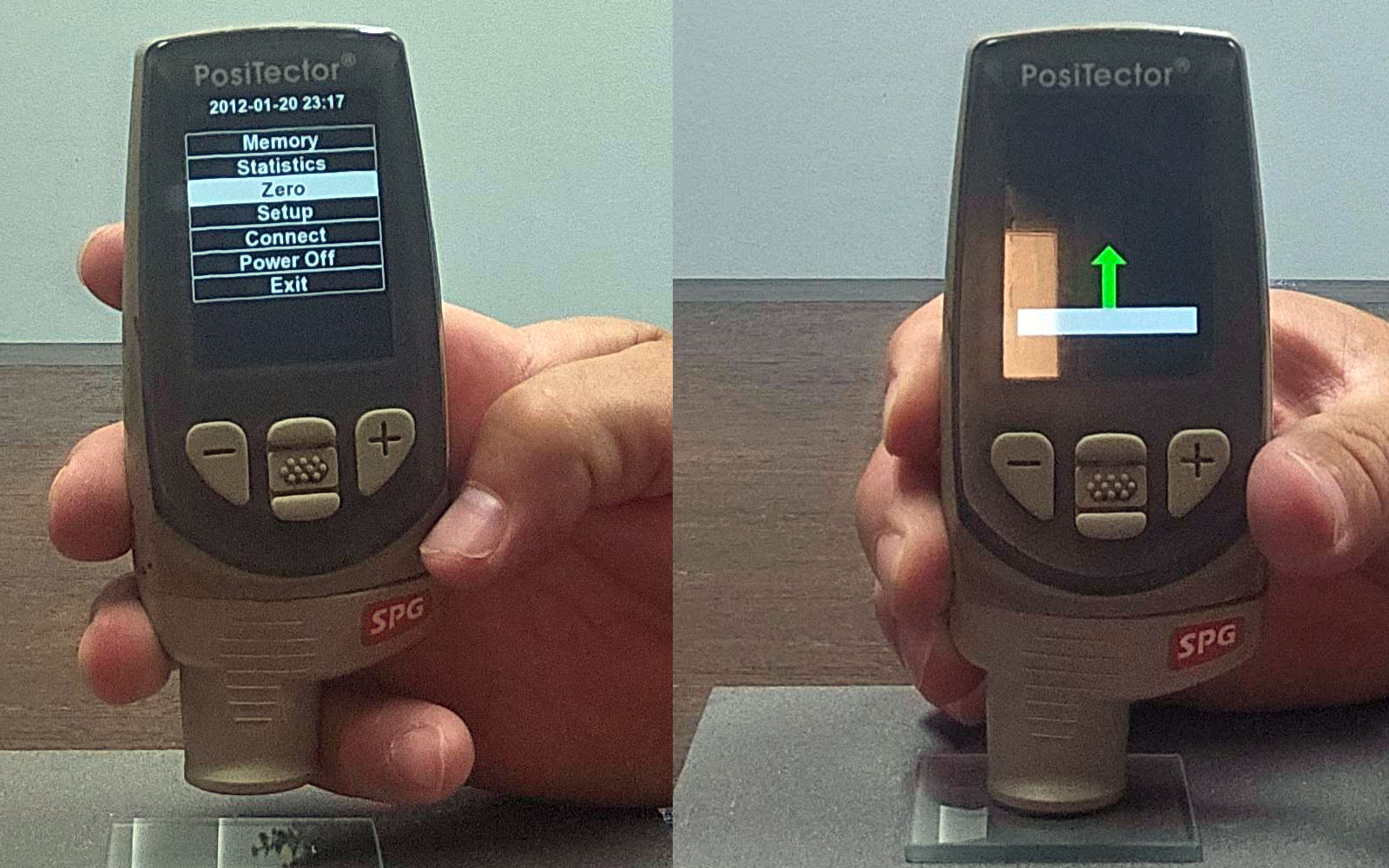
After exposure to cold storage, a detailed inspection should be conducted prior to returning the equipment to service. Inspection should focus on cracks, edge debonding, localized hard spots, and other indications of cold-related stress or loss of adhesion.
Installation and mechanical considerations
Cold-weather exposure also affects auxiliary components associated with rubber-lined equipment. Gasket selection and bolting practices are particularly important. A commonly recommended approach is to use gaskets that are approximately 10 durometer points softer than the rubber lining itself. This helps ensure adequate sealing while minimizing localized stress concentrations at flanges.
Bolt torque values and patterns should be carefully controlled and verified, especially after cold storage, to account for material stiffness changes and differential thermal contraction. Improper torque can exacerbate stress at the lining interface and reduce long-term reliability.
Preserving lining performance
Rubber linings remain a high-quality, high-performance solution for chemical service and corrosion protection when handled in accordance with manufacturer recommendations. Proper storage practices, controlled temperature transitions, and thorough inspection prior to service are essential to maintaining the intended service life of a rubber-lined tank.
By treating storage conditions as an extension of the overall service environment, operators can ensure that rubber-lined equipment continues to perform as designed- through seasonal temperature changes and throughout its operational lifecycle.
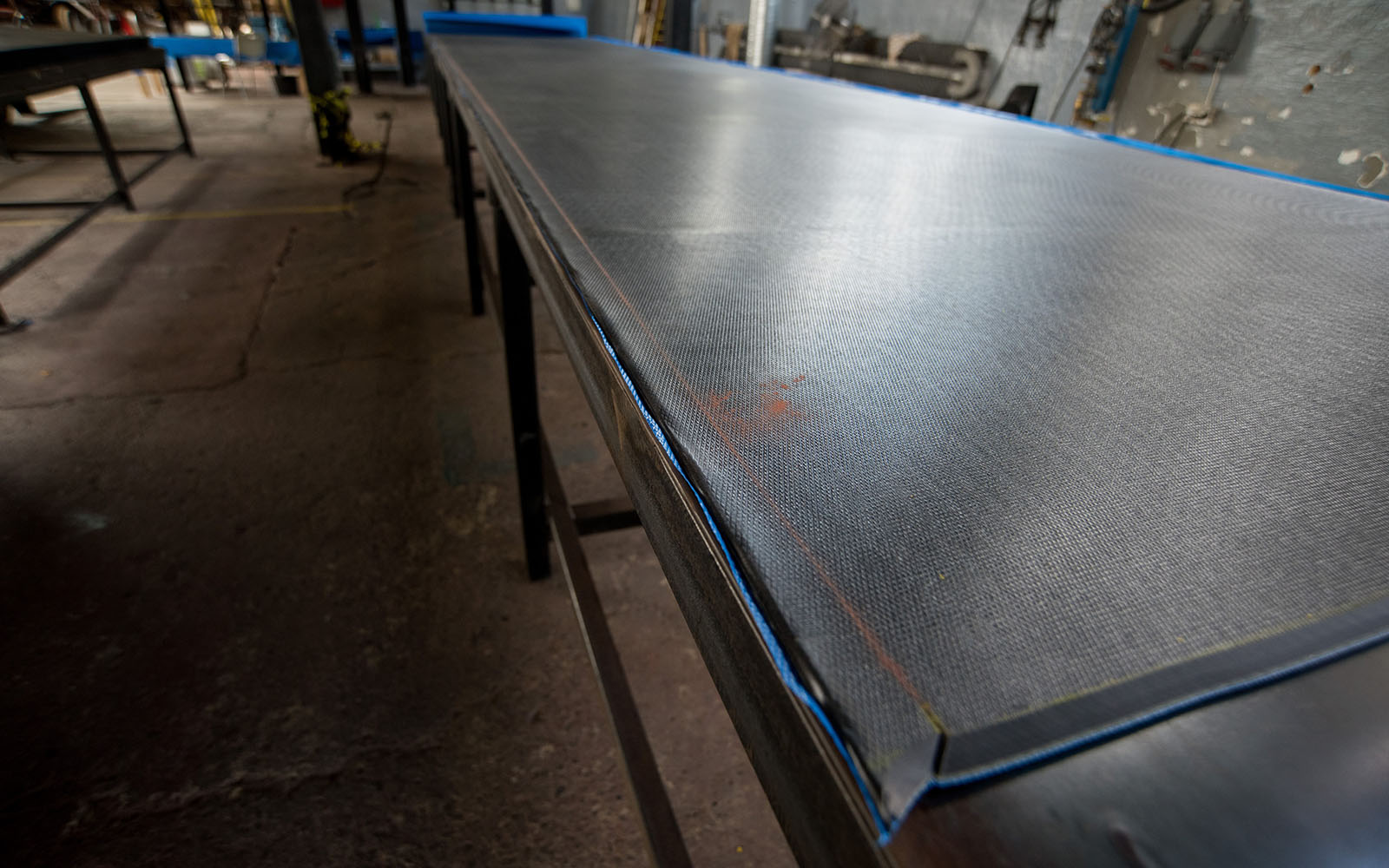








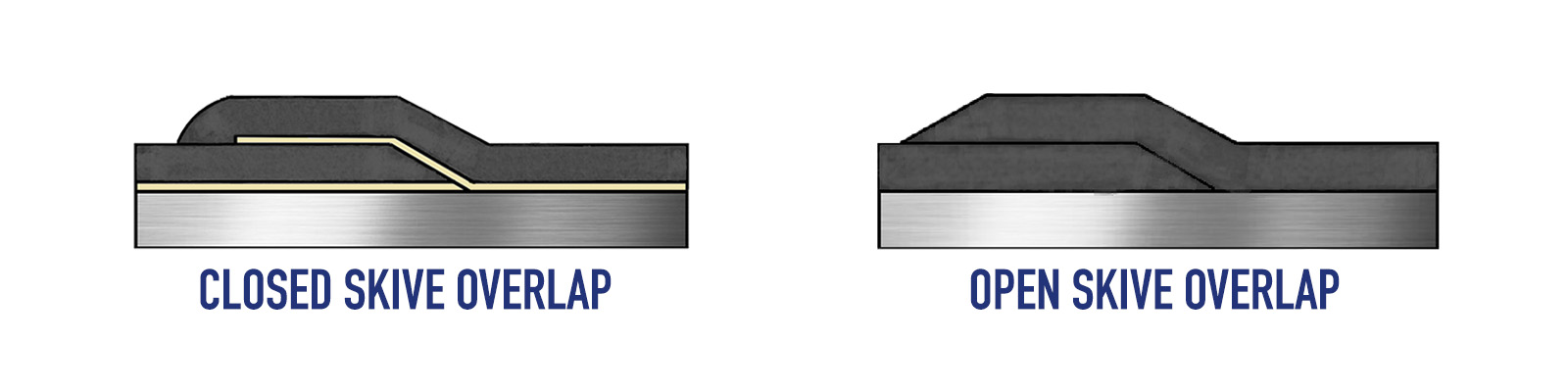 These seams are particularly effective in high-wear or high-flow environments, where durability is critical. To minimize the risk of seam lifting under flow pressure, it’s important to align the overlaps in the direction of media flow.
These seams are particularly effective in high-wear or high-flow environments, where durability is critical. To minimize the risk of seam lifting under flow pressure, it’s important to align the overlaps in the direction of media flow.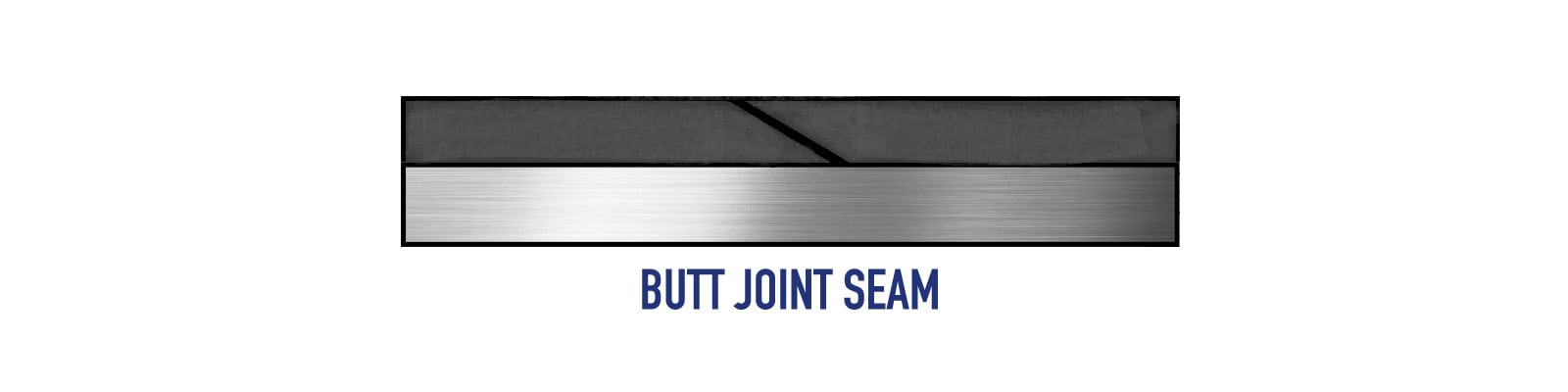 Cap Strips
Cap Strips Cap strips are applied after spark testing and de-airing the butt joint, then cured along with the rest of the lining. They add an extra barrier of protection and provide a backup seal in case the primary seam begins to degrade.
Cap strips are applied after spark testing and de-airing the butt joint, then cured along with the rest of the lining. They add an extra barrier of protection and provide a backup seal in case the primary seam begins to degrade.